|
|
|
きょうかい酵母について「清酒製造技術研修講座 日本酒造組合中央会」より転記します。志太泉酒造としての意見感想を太字で追記しました。
<きょうかい1号から5号酵母> 1 桜正宗酒母、明39分離。濃醇強健、低温(20度)発酵。 2 月桂冠新酒 明治末年分離 くい切りよく濃い酒 3 酔心 大正3 4 酒母 大正13 経過良好 5 酒母 大正14 果実様芳香 1から5は変性のため配布中止。酵母はマイナス数十度であれば変性しないといわれますが、いつ変性したかわかりませんが、その当時は、そのような低温保存技術が普及していなかったのでしょうか?それとも変性は酵母の宿命だったのでしょうか? <きょうかい6号酵母> 昭和5年秋田県新政酒造場のもろみから、当時醸造試験所の技師であった小穴富司雄先生により分離された酵母です。以来、実地に試醸を重ねていましたが、秋田県の酒が全国鑑評会で最高位で入賞して性能が実証され、昭和10年から、きょうかい6号酵母として全国に頒布にされるようになりました。 6号酵母は発酵力はもちろん強いですが、香りがおだやかで、酸の生成もほどほどで、おだやかな、まるみのある酒造りに適します。秋田県の酒造場をはじめ、東京局管内の酒造家が「吟醸やわくち」をはじめた時から、香りをおさえ、ソフトな味吟醸をという事で使われています。 <きょうかい7号酵母> 昭和21年、長野県宮坂醸造㈱「眞澄」が全国鑑評会で最高位を独占したときのもろみから分離(山田正一、塚原寅次先生)されてきょうかい7号酵母となる。 発酵力が強く、香りも華やかで高く、戦後の吟醸酒の担い手でしたが、その優秀な風味の生成力がかわれて、次第に普通酒造りの酒母として使われるようになり、今日ではほとんどの全国の酒造家がこの酵母を使用しています。 (全国的に)もちろん、普通酒造りでは活躍していますが、高精白での使用も香りの高さ全盛のこの時代かえって新鮮でしょう。 <きょうかい8号酵母> 6号変異株。昭和35年、塚原氏分離。やや高温発酵、多酸、濃醇酒向き。7と9は有名ですが8号は現在醸造協会からも配布されない幻の酵母です。昭和53年に時代の流れに合わないということで発売中止となり、標本のようなかたちで日本醸造協会に眠っていたが、平成15年ごろから少数の酒蔵が実用を復活させています。 <きょうかい9号酵母> 熊本県酒造研究所の野白金一先生により、昭和28年頃に選択され、九州地方の温暖地の吟醸造りに向いた酵母として使用されてきました。昭和30年代の香露をはじめとする熊本地方の吟醸の名声から、きょうかい9号酵母として、昭和43年から全国に頒布されるようになりました。 9号酵母は、今日吟醸酒造りに最も広く使用されている酵母で、平成4年度の全国新酒鑑評会上位酒292点中222点を占めております。 平成4年当時の全国新酒鑑評会では、9号および9号系の占有率は非常に高かったということです。私見ですが、当時の鑑評会での必勝パターンとされたYK35またはYK40(山田錦 きょうかい酵母 精米歩合35%または40%)のうちきょうかい酵母は特に言及されなくてもきょうかい9号のことを指していたと思われます。 現在の全国鑑評会では、きょうかい9号での出品は非常に少なくなってきています。例えば、平成18酒造年度の全国新酒鑑評会では、きょうかい9号はわずか19点、泡なしの901号が17点、熊本酵母(熊本国税局管内で主に使用されている熊本酒造研究所の酵母)が19点でした。上位酒の割合もきょうかい9号と901号では少ないといわざるをえない結果でした。 特質は、低温でもよく発酵し、落泡以降も発酵力が強く。泡が低くて軽く。前急短期もろみとなり、香気が華やかで高いといった点です。 要するに、10-20度くらいの幅広い適温を持ち、発酵力が強く、20日くらいの短期もろみになるが、香りの高い、味に幅のある酒になるという利点があります。 20日の短期もろみというのは、高精白の場合は極端に短いと思われますが、長期もろみよりも中期ぐらいが良い結果を生むような感じを受けています。(現在志太泉酒造では9号や9号系の酵母は使用していないためこの所見は平成10年ころのものです) <きょうかい10号酵母> 小川知可良(ちから)先生が東北の酒造場から昭和27年に集めた数百株の酵母から選んだもので、昭和33年頃かわ茨城県醸造試験場などで試醸が繰りかえされ、昭和52年よりきょうかい10号酵母として全国に頒布されるようになりました。 東北生まれらしく、低温発酵性で、酸の生成が少なく、端麗な芳香のある吟醸酒造りに向いています。また酸が少ないので純米酒造りによく使用されております。もろみは低温長期型として、30日もろみを目途とし、10度台でひっぱる。麹もこれにあうように十分老なすが、最高温39-40度位で、50-52時間くらいかける、としています。もろみの後半に品温の上昇に弱く、発酵が弱り、香味が落ちるので十分に注意払う必要があります。 現在の全国新酒鑑評会では、きょうかい10号での出品は、ほぼないといえます。しかし、10号の変異株である明利酵母での出品は非常に多くなっています。平成18酒造年度の全国新酒鑑評会では、明利酵母での出品は148点であり、上位酒の比率も高いという結果を残しています。 明利酒類 酒造りのこだわり <きょうかい11号酵母> 原昌道先生がアルコールに耐性の強い酵母を7号酵母から導いた酵母で、7号の変異株です。 もろみの末期、アルコールが18%以上になっても元気のよい性能をもっている酵母ですから、酵母が弱って菌体のアミノ酸がもろみに出てくる事はなく、アミノ酸の少ない酒になります。一方、この酵母はもろみの初期の発酵がゆっくりでやや酸が多くなります(酸度2.7くらい)ので、アミノ酸の少なさとあわせ、着色の少ない、貯蔵性のよい、しっかりとした酒質が得られます。 <きょうかい14号酵母> 金沢国税局鑑定官室に保存されていた酵母の中から、酸の製成が少なく香気生成能が高い酵母を選んで、金沢局の酒造家で実用化したもので平成7年より全国に頒布される事となりました。性質はきょうかい9号に近いのですが、醪の酸は1.2前後と低く、香気もやわらかく、バランスの良いものです。カプロン酸エチルは4PPM前後まで生成します。生育がやや緩慢ですので、酒母の仕込みの時、アンプル5本分くらいの大量の酵母を加える必要があります。また、高温に弱いので、高温糖化酒母にはおすすめできません。醪で踊りを進め(踊りの酸度2くらい)、最高温度10℃として、地になってから温度を下げはじめ、上槽前には5℃以下とします。麹は43℃くらいとし、弾力のある乾燥した麹にします。 志太泉酒造では、大吟醸、純米大吟醸、純米吟醸等にに平成6酒造年度より平成15酒造年度まで使用してきました。導入の経緯は、平成6酒造年度に当時の高橋貞實(さだみ)杜氏が、前任の金沢国税局管内の黒龍酒造様で金沢酵母を用いていたため使い慣れた酵母を引き続き使用したいという意見を尊重したためです。当時、静岡県酵母のHD-1の硬質な質感に似ていますが、また独特の魅力のある酒ができました。 その後、平成14酒造年度、平成15酒造年度では、純米吟醸の八反35号で使用しました。本来低酸酵母ではありますが、志太泉酒造だけでなく少なからぬ蔵でかなり酸が出ました。この酸を活かした酒を造ろうと思いましたが、地元の飲み手の方に、かなり酸度が高い酒を飲んでいただくのは難しいだろうと判断し、14号の使用は平成16酒造年度から中止しました。 なお平成18酒造年度の全国新酒鑑評会では、きょうかい14号および1401号での出品は、わずか11点ではありますが、上位酒の比率は非常に高いというすばらしい結果を残しています。 <参考資料1> 出典 醸造論文集第65輯 財団法人 日本譲友会 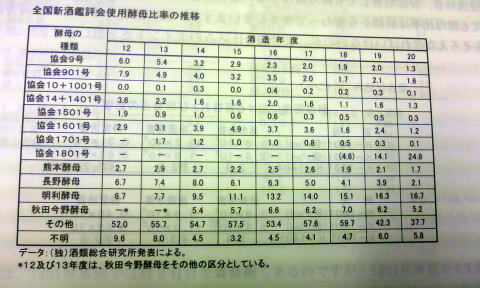 14号以降の酵母については、日本醸造協会 酵母の供給 酵母開発の方向性については、下記の参考資料2をご覧ください。 <参考資料2> 出典 醸造論文集第65輯 財団法人 日本譲友会 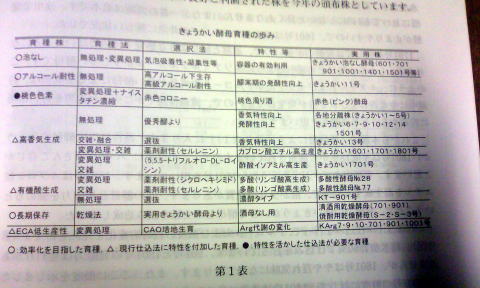 |